
✔ انزلاق الدرزة - طرق اختبار الانزلاق المستمر:
ASTM D 434-1995 (تم استبدال هذا المعيار، ولكنه لا يزال يستخدم بشكل معتاد من قبل العديد من المشترين الأجانب)
ASTM D1683 (يستخدم بدلاً من ASTM d434-95 لتحديد قوة الوصلة، وانزلاق الوصلة، وقوة الشد، وما إلى ذلك).
ISO - 2004-13936.1
GB/T 13772.1 2008
JIS l1096-2010 القسم 8.23 الطريقة ج
✔ التدفق الأساسي لاختبار الانزلاق:
التحكم في رطوبة العينة = "أخذ العينات" =" تحضير العينة = "ضبط المعدات" =" الاختبار = "تحليل النتائج"
التحكم في رطوبة العينة: يجب التحكم في رطوبة العينة لمدة 4 ساعات على الأقل في بيئة الضغط الجوي القياسي (درجة الحرارة 20 درجة مئوية، والرطوبة 65٪)، ويجب التحكم في رطوبة العينة ذات نسبة الرطوبة العالية لفترة أطول.
أخذ العينات: نظرًا لتنوع الأقمشة، يجب أن تكون العينات ممثلة. على سبيل المثال، يجب معالجة أقمشة الجاكار وفقًا لنوع الجاكار، وتحديد ما إذا كان ينبغي اختبار انزلاق الدرزات بين جزء الجاكار وجزء النسيج الأساسي أم لا. أما بالنسبة لأقمشة الطباعة الصبغية، فيجب مراعاة إمكانية تجنب طباعة بعض الأجزاء.
صنع العينات: في عملية صنع العينات، من الضروري صنع العينات بدقة وفقًا لطرق ومتطلبات صنع العينات المنصوص عليها في محتوى كل معيار.
تنظيم المعدات: بسبب اختلاف جهاز اختبار انزلاق الدرزات يرجى التأكد من فهم حالة الجهاز (مساحة التثبيت الفعالة لقطعة التثبيت، وضغط التثبيت الهوائي، وحساسية الجهاز عند توقفه عن السحب) وإعدادات المعلمات (مسافة التثبيت الفعالة ومعدل التمدد) قبل الاختبار، وذلك في حال إنتاج الجهاز من قبل شركات تصنيع مختلفة محلياً ودولياً. كما يرجى التأكد من توافق وضع جمع البيانات وترددها في برنامج الجهاز مع المتطلبات القياسية.
الاختبار: أثناء الاختبار، يُطلب من الفاحصين مراقبة عملية اختبار العينة؛ لفهم الظاهرة غير الطبيعية للعينات في عملية الاختبار؛ بدلاً من التحديق في شاشة الكمبيوتر وتمديد المنحنى.
تحليل النتائج: ليست كل نتائج الاختبار معقولة؛ نحتاج إلى رفض بيانات عينة الاختبار التي بها ظروف غير طبيعية وفهم حالة الكسر لكل عينة أثناء الاختبار، وذلك لتحليل ما إذا كانت نتائج الاختبار تفي بالمتطلبات القياسية.
تحضير المواد
إبر الخياطة:
تُقسم إبر الخياطة الشائعة الاستخدام لفك انزلاق درزات الأقمشة المستخدمة في صناعة الملابس إلى نوعين: رقم 14 ورقم 11. يؤثر اختلاف حجم الإبرة وقطرها على حجم الثقب الناتج في القماش، مما يؤثر بشكل كبير على اختبار التحميل الثابت، لذا يجب الانتباه إلى هذه النقطة.
ستؤثر حدة إبرة الخياطة أيضًا على معدل تلف القماش أثناء الخياطة، وبالتالي تؤثر على القيمة القصوى لقوة خياطة القماش، والتي تمثل المحتوى الرئيسي لانزلاق الخياطة.
خيط الخياطة:
يُعدّ عامل التأثير الرئيسي هو قوة الخيط نفسه، وفقًا لمعايير ISO GB وغيرها من المعايير؛ إذ يمكن أن تلبي قوة خيط الخياطة متطلبات ≥200 نيوتن، ولكن وفقًا لمعيار ASTM، لا يُشترط أن تكون القوة ≥200 نيوتن لإيقاف الاختبار؛ بل يُشترط اختبار قيمة انزلاق الوصلة الفعلية للعينة مباشرةً. في المقابل، يجب الالتزام الصارم بمعايير ASTM الخاصة بخيط الخياطة (ASTM D434 لخيط قطني أبيض مُمرن يبلغ طوله حوالي 39 تكس أو خيط تيريلين أبيض يبلغ طوله حوالي 36 تكس، وASTM D1683 وفقًا لنوع القماش ووزنه - انظر الجدول 1 في المعيار).
مشكلة اتجاه الاختبار
ينقسم اتجاه الاختبار عمومًا إلى نوعين
1. يشير الانزلاق الميريدياني إلى انزلاق اللحمة على السدى، وفقًا للمعيارين ASTM D434 و ASTM D1683
2. يشير الانزلاق الطولي إلى انزلاق خيوط السدى على خيوط اللحمة، وفقًا للمعيارين GB/T 13772.1 و ISO 13936.1
هما متعاكسان، لذا عند استلام تقرير الاختبار، يجب تحديد اتجاه انزلاق الخيط. قد يصعب على العملاء أحيانًا فهم المشكلة. ولتوضيح الأمر للعملاء، اعتمد كل مركز اختبار طريقة عرض النتائج التالية.
// للتشويه
// إلى اللحمة
وهذا يعني أن الدرز موازٍ لخط الزوال، والدرز موازٍ لاتجاه خط العرض.
ملاحظات حول تحضير العينة
1. باستثناء أن معيار JIS L1096 يتطلب أن يكون خيط الخياطة عموديًا على السدى (خط العرض)، فإن جميع المعايير الأخرى تتطلب أن يكون خيط الخياطة موازيًا للجانب القصير من العينة.
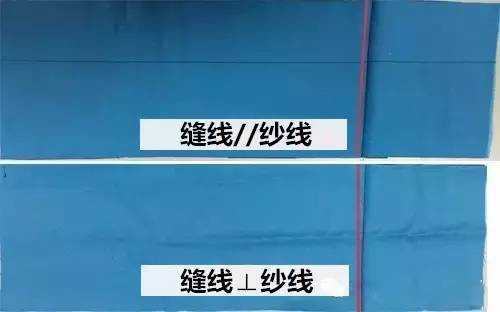
2. بالإضافة إلى معيار JIS L1096، تتطلب المعايير الأخرى رسم خط مستقيم موازٍ للجانب الطويل على مسافة 38 مم من الجانب الطويل، بحيث يمكن للتركيب أن يحمل نفس حزمة الخيوط أثناء الاختبار. (كما هو موضح في الصورة أعلاه)
3. عند خياطة العينات، تأكد من فحص ما إذا كان شد الخيط العلوي والسفلي في ماكينة الخياطة متساوياً. الرسم التوضيحي أدناه:
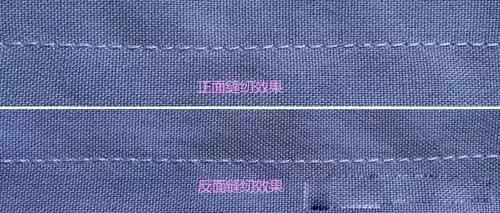
إذا كان شد الخيط العلوي والسفلي متساوياً، فسيكون توزيع الشد على جانبي العينة المخيطة متساوياً. أثناء الاختبار، يكون شد الخيط منتظماً ويمكنه أن يعكس بشكل كامل الإجهاد الحقيقي للعينة.
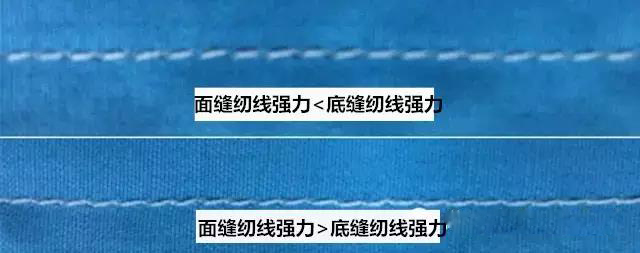
كما هو موضح في الشكل أعلاه، فإن شد خيط الخياطة العلوي والسفلي غير متساوٍ. في هذه الحالة، تكون قوة شد خيط الخياطة ضعيفة نسبيًا، ونتيجة الاختبار غير مستقرة. بعد عدة اختبارات، تبين أن نتيجة الاختبار أقل بقليل من القيمة الطبيعية، مما يجعل الخياطة عرضة للتمزق.
الحلول:
عندما يكون شد خيط الخياطة العلوي أقل من شد خيط الخياطة السفلي، يجب ضبط شد حامل خيط الزنبرك في ماكينة الخياطة لزيادة شد الخيط. أو اضبط المسمار الثاني الموجود على ملف خيط الخياطة السفلي لاستخدام شد أقل.
عندما يكون شد خيط الخياطة العلوي أكبر من شد الخيط السفلي، قم بالتعديل العكسي كما هو موضح أعلاه.
بريد إلكتروني: hello@utstesters.com
مباشر: +8615260605085
الهاتف: +86-596-7686689
الموقع الإلكتروني: www.uttesters.com

Room 312, Block D, Jiayuan Garden, No.2 Zhongfa Road, Zhangzhou City, Fujian Province, China

+86 152 6060 5085

+86 596 7686689





حقوق الطبع والنشر © UTS International Co., Ltd





 +86 152 6060 5085
+86 152 6060 5085
 English
English русский
русский español
español português
português العربية
العربية Polski
Polski
 hello@utstesters.com
hello@utstesters.com hello@utstesters.com
hello@utstesters.com +86 152 6060 5085
+86 152 6060 5085 +8615260605085
+8615260605085